




我们为您呈现了数控钢筋剪切生产线现货供应产品的视频介绍,相较于图文,视频更能展现产品的真实面貌和细节。不妨点击观看,感受产品的魅力。
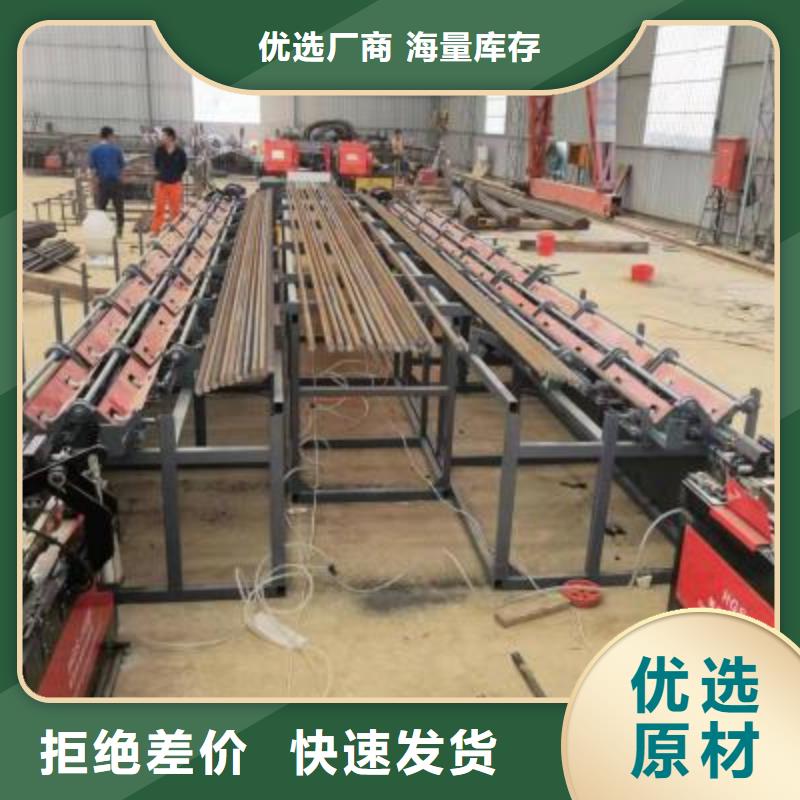
以下是:数控钢筋剪切生产线现货供应的图文介绍


注意事项:
1.锯带不涨紧,钳口不夹紧,不能启动锯床。
2.锯带折断或卡住时,机器应停止工作。
3.工作完毕后,要将机器清扫干净。
4.工作时,请注意,锯带运转时,大型立式金属带锯床,身体和手不要靠近机器。
5.长期不用,请在所有加工面上擦涂防锈油。
6为了提高锯带使用寿命,每次更新新锯条时,均应先进行跑合,即切割时头几个切口应采用低速,小的进给量,待齿尖部毛刺去除后,再按正常的切削参数进行切割。
金属带锯床的未来发展:
加工精度进一步提高。由于使用了先进的变频电动机驱动、精密的滚珠丝杠传动和激光定位方式,配以伺服控制的液压系统,立式金属带锯床型号,由计算机自动在线监控金属带锯床锯切全过程,锯条速度、进给速度、卡紧力均可做到任意设置、优化组合,由此提高金属带锯床的加工精度。



建贸机械 有限公司(抚顺分公司)始终严把质量关,把科技创新作为公司的核心竞争力,其强大的研发能力保证了 钢筋切断机销售产品的不断改进和更新。 钢筋切断机销售产品质量、价格以及服务获得业界优良口碑。公司始终把“求真务实、拼搏创新、合作共进、价值共享”为企业的经营理念,并把振兴民族企业和民族产品为己任,更好更多的服务于社会。


切屑黏结在齿尖。
俗称“切屑焊点”
1、切削液不当或根本无切削液
2、切削液水、油比例失调
3、锯带线速度太快、进给太猛
4、清屑刷磨损
5、选齿失误 1、选择正确的切削液
2、调节水、油比例
高合金5:1;低合金、碳钢10:1
3、适当减小锯带线速度,调节进刀量/进给量
4、更换清屑刷
5、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
背部出现T形截面(蘑菇状) 1、进给太大
2、导向臂分开太宽
3、锯轮、法兰与锯带磨擦太大
4、锯齿太小,不适合下料工件
5、导向部分磨损或被卡死
6、锯带张力不够 1、适度减小进给量
2、调整导向臂在适当位置
3、调整锯轮,磨擦
4、根据工件大小,几何形状选齿
5、调节张力,更换导向块
6、适当增大锯带张力
俗称“切屑焊点”
1、切削液不当或根本无切削液
2、切削液水、油比例失调
3、锯带线速度太快、进给太猛
4、清屑刷磨损
5、选齿失误 1、选择正确的切削液
2、调节水、油比例
高合金5:1;低合金、碳钢10:1
3、适当减小锯带线速度,调节进刀量/进给量
4、更换清屑刷
5、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
背部出现T形截面(蘑菇状) 1、进给太大
2、导向臂分开太宽
3、锯轮、法兰与锯带磨擦太大
4、锯齿太小,不适合下料工件
5、导向部分磨损或被卡死
6、锯带张力不够 1、适度减小进给量
2、调整导向臂在适当位置
3、调整锯轮,磨擦
4、根据工件大小,几何形状选齿
5、调节张力,更换导向块
6、适当增大锯带张力



