

简约设计,不简单内涵。观看我们的复合管镀锌钢管敢与同行比服务产品视频,用少的话语传达真实的产品价值。
以下是:复合管镀锌钢管敢与同行比服务的图文介绍

万弗莱钢有限公司全体员工在已有的成绩上,在完善服务中求生存,在不断进步中求 山西吕梁黑方管发展,愿与广大 山西吕梁黑方管客户建立长期、稳定的合作关系,为客户提供更完善周到的服务。在未来发展中,公司将继续走可持续化道路,大力弘扬以人为本的企业文化,讲求以质量求生存,以信誉求发展,坚持诚信立业,与客户合作共赢。


镀锌管却又不同于铁丝,有其独特之处,槽设备较为复杂。槽体由上、下两部分组成,上部为镀槽,下部为溶液循环储存槽,形成一个上窄下宽状、似梯形的槽体,在镀槽中设有镀锌管电镀运行的通道,槽底有两个通孔与下部的储存槽相通,并与液下泵形成镀液循环复用系统。因此,镀锌管同铁丝电镀一样,镀件都是动态性的,而与铁丝电镀不同之处,电镀镀锌管的镀液也是动态性的。
生产工艺编辑
黑件检查→挂料→脱脂→漂洗→酸洗→清洗→浸渍助镀剂→热空气烘干→热浸镀锌→内外吹→冷却→钝化和漂洗→卸料→检验、修整→打字标识→包装入库、运输。
镀锌带→开卷→拉伸→卷管→焊接→刮疤→钝化和漂洗→补锌→定型→打字标识→裁剪→打包→烘干→过磅热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。钢管基体与熔融的镀液发生复杂的物理、化学反应,形成耐腐蚀的结构紧密的锌一铁合金层。合金层与纯锌层、钢管基体融为一体。故其耐腐蚀能力强。
1、镀锌层的均匀性:钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色)
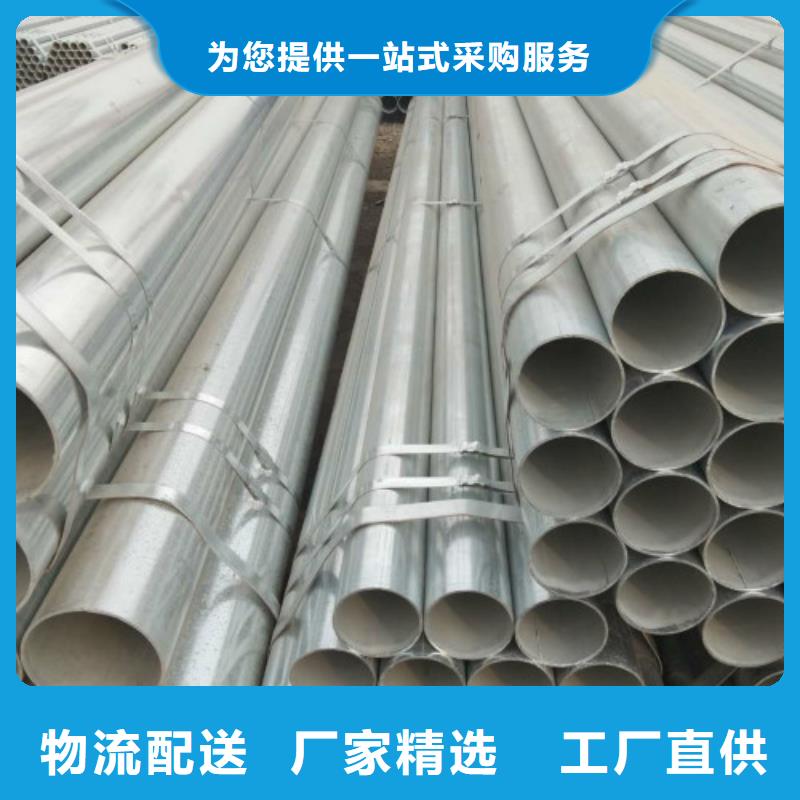
2、表面质量:镀锌钢管的表面应有完整的镀锌层,不得有未镀上的黑斑和气泡存在,允许有不大的粗糙面和局部锌瘤存在。
3、镀锌层重量:根据需方要求,镀锌钢管可作锌层重量测定,其平均值应不小于500g/平方米,其中任何试样不得小于480g/平方米。
冷镀锌管
生产工艺编辑
黑件检查→挂料→脱脂→漂洗→酸洗→清洗→浸渍助镀剂→热空气烘干→热浸镀锌→内外吹→冷却→钝化和漂洗→卸料→检验、修整→打字标识→包装入库、运输。
镀锌带→开卷→拉伸→卷管→焊接→刮疤→钝化和漂洗→补锌→定型→打字标识→裁剪→打包→烘干→过磅热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。钢管基体与熔融的镀液发生复杂的物理、化学反应,形成耐腐蚀的结构紧密的锌一铁合金层。合金层与纯锌层、钢管基体融为一体。故其耐腐蚀能力强。
1、镀锌层的均匀性:钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色)
2、表面质量:镀锌钢管的表面应有完整的镀锌层,不得有未镀上的黑斑和气泡存在,允许有不大的粗糙面和局部锌瘤存在。
3、镀锌层重量:根据需方要求,镀锌钢管可作锌层重量测定,其平均值应不小于500g/平方米,其中任何试样不得小于480g/平方米。
冷镀锌管



低温试验
管段试件尺寸长度为(100±10) mm,将试件放置在低温箱中,降温至(-30±2) ℃,并恒温1 h,然后取出放置在温度为(20±5) ℃的环境下(4~7) h。试验周期结束后,取出试件检查其内涂层,并按6.4的规定进行附着力试验,试验结果应符合5.12的规定。
压力循环试验
管段试件长度为(500±50) mm,使用适当的措施堵住管道进出口,并与水压供给系统相连接,充水排除空气,然后进行3000次从(0.4±0.1) MPa至 MPa的交变水压试验,每次试验的周期不大于2 s。试验后检查内涂层,并按6.4的规定进行附着力试验,试验结果应符合5.13的规定。
温度循环试验
管段试件长度为(500±50) mm,将试件按下列顺序在每个温度条件下放置24 h:
(50±2)℃;
(-10±2)℃;
(50±2)℃;
(-10±2)℃;
(50±2)℃;
(-10±2)℃。
试验后试件放置在温度为(20±5) ℃的环境中24 h,检查内涂层情况,并按6.4的规定进行附着力试验,试验结果应符合5.14的规定。
温水老化试验
管段试件尺寸长度约为100 mm,管段两端裸露处应进行相应的防腐处理,将管段放置在(70±2) ℃的蒸馏水中浸泡30 d,试验后取出自然冷却至常温,检查试件内涂层,试验结果应符合5.15的规定。
标准/内外涂塑复合钢管 编辑
1)、产品标准
《给水涂塑复合钢管》CJ/T120-2008
《建筑给水涂塑复合管管道工程技术规程》CECS125:2001
《生活饮用水输配水设备及防护材料的性评价标准》GB/T 17219-1998
2)、工程标准
《建筑给水排水设计规范》 GB 50015-2003研发方向/内外涂塑复合钢管 编辑
关于涂塑钢管的发展,在我国行业内经历了四次升级换代。早是20世纪80年代我国涂塑钢管行业从日本引进的硫化床浸渍一次性成膜工艺,采用改性聚乙烯粉末防腐,由于聚乙烯是非极性分子,一般不与其他物质发生反应,因此聚乙烯涂层与钢管基体的结合力只靠在聚乙烯分子上接枝酸酐类的助剂起着粘结作用,后来发展到内外涂环氧树脂粉末,环氧树脂属于极性分子,与钢管基体结合力非常强,但环氧树脂属于热固性的物质,质脆不耐磕碰。
《建筑给水排水及采暖工程施工质量验收规范》GB50242-2002
管段试件尺寸长度为(100±10) mm,将试件放置在低温箱中,降温至(-30±2) ℃,并恒温1 h,然后取出放置在温度为(20±5) ℃的环境下(4~7) h。试验周期结束后,取出试件检查其内涂层,并按6.4的规定进行附着力试验,试验结果应符合5.12的规定。
压力循环试验
管段试件长度为(500±50) mm,使用适当的措施堵住管道进出口,并与水压供给系统相连接,充水排除空气,然后进行3000次从(0.4±0.1) MPa至 MPa的交变水压试验,每次试验的周期不大于2 s。试验后检查内涂层,并按6.4的规定进行附着力试验,试验结果应符合5.13的规定。
温度循环试验
管段试件长度为(500±50) mm,将试件按下列顺序在每个温度条件下放置24 h:
(50±2)℃;
(-10±2)℃;
(50±2)℃;
(-10±2)℃;
(50±2)℃;
(-10±2)℃。
试验后试件放置在温度为(20±5) ℃的环境中24 h,检查内涂层情况,并按6.4的规定进行附着力试验,试验结果应符合5.14的规定。
温水老化试验
管段试件尺寸长度约为100 mm,管段两端裸露处应进行相应的防腐处理,将管段放置在(70±2) ℃的蒸馏水中浸泡30 d,试验后取出自然冷却至常温,检查试件内涂层,试验结果应符合5.15的规定。
标准/内外涂塑复合钢管 编辑
1)、产品标准
《给水涂塑复合钢管》CJ/T120-2008
《建筑给水涂塑复合管管道工程技术规程》CECS125:2001
《生活饮用水输配水设备及防护材料的性评价标准》GB/T 17219-1998
2)、工程标准
《建筑给水排水设计规范》 GB 50015-2003研发方向/内外涂塑复合钢管 编辑
关于涂塑钢管的发展,在我国行业内经历了四次升级换代。早是20世纪80年代我国涂塑钢管行业从日本引进的硫化床浸渍一次性成膜工艺,采用改性聚乙烯粉末防腐,由于聚乙烯是非极性分子,一般不与其他物质发生反应,因此聚乙烯涂层与钢管基体的结合力只靠在聚乙烯分子上接枝酸酐类的助剂起着粘结作用,后来发展到内外涂环氧树脂粉末,环氧树脂属于极性分子,与钢管基体结合力非常强,但环氧树脂属于热固性的物质,质脆不耐磕碰。
《建筑给水排水及采暖工程施工质量验收规范》GB50242-2002

